




注意事項:
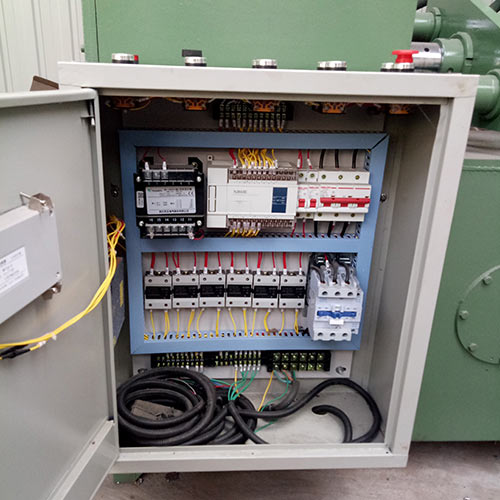
1、由于濕度變化在接觸器上發生凝露情況,必須采取措施,放置在接觸器相間短路。
2、清除機體污垢尤其注意清除進出線相間的污垢,以防引起相間短路。
3、該設備在使用過程中一定要經常檢查。維修和保養。
4、每工作5000小時,需要全面維護一次。
5、經常檢查各個緊固件有無松動現象。
6、工作中出現聲音不正常應及時停機,檢查排除故障后在繼續工作。
7、模具使用時間過長,磨損嚴重、造成縮徑后彎曲現象和縮徑后尺寸超出公差時應及時更換模具。

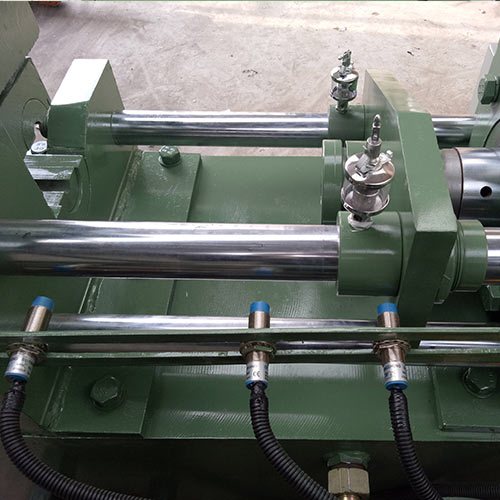
一、主要用途及特點:
1、本機床屬于無切削加工設備,具有生產效率高、易于操作、節省原材料、質量穩定等優點。它是利用液壓技術將圓鋼等須縮徑部位送入專用模具內,
???? 經一次性冷縮壓成所需直。縮壓部分鋼材密度可大大提高,從而提高材料的坑壓強度。而塑形、沖擊韌性不減。
2、生產效率高:每分鐘可壓縮3-5根工件,比車床加工效率提高3-5倍。每臺床每班可生產2000-3000件,非常適合大規模生產。
3、產品質量高:徑縮壓后的工件,直徑、圓度、錐形誤差均不超過0.03mm。光潔度可達 7以上,且節約鋼材,經擠壓后工件可延長10%—15%。
???? 以直徑20mm圓鋼為例,年產864000根,可節約鋼材30噸。
二、設備的調運和安裝
1、機床的吊運和安裝:
(1)機床設有起吊樁,可選用適當長度和直徑的鋼絲繩掛上起吊,起吊時為防止鋼絲繩劃傷機床應在接觸部分加軟質襯墊。
(2)機床可直接安裝在平整堅實的車間地面上,對于有沖擊震動的車間環境應澆筑混凝土地面。
2、機器的調整:
(1)首先,接通電源,啟動電機,查看轉向是否正確。調整行程開關距離,確定縮壓工件端頭的長度。
(2)液壓的調整
??????? 在液壓系統中,需要做壓力的調整,調整時應按照需要由低到高起選擇。工作直徑越細需要壓力越小,在可以完成縮徑的前提下設定的壓力越小越好。
??????? 但是壓力小時,一般速度較慢,用戶可根據情況選擇。
(3)縮徑模具的更換:
??????? 將縮徑模具前段的固定螺絲松開,端蓋取下。用斜鐵輕輕敲擊模具后端,取下模具,反之將模具放入機頭內上緊壓蓋即可。(注意:嚴禁敲擊硬質合金)、
(4)夾緊塊的交換:
???????? 更換時需要打開夾緊油缸箱體的上蓋再 拉架上的兩個銷軸取下來,把滑塊從前部分取下原來的夾緊塊,再把所需夾緊按照編號一次裝上。再按照相反順序安裝好,
??????? 把卸下來的夾緊塊擦干凈,上油保存好備用。
三、常見故障以及排除方法:
故障情況、故障原因及排除方法、壓力表指針振動:
吸油阻塞,應清理。
進給退回時振動:
1、油缸中有氣體,應排氣。2、滑塊缺潤滑油應加油
油溫過高:
1、油粘度過大。 ?? 2、進給時間太長。 ?? 3、壓力太高。 ?? 4、環境溫度太高,加冷卻器
壓力調不高:
1、油泵磨損,更換新油泵。? 2、油液粘度太低,更換新油。? 3、溢流閥失靈,更換新閥。? 4、油泵連軸器磨損。
出現點動不保磁場現象:
應從接觸器保磁線查起,有無斷路,包括接觸器常開觸點,接線插頭以及停止按鈕,有無損壞。
工作時接觸器出現嗡嗡之聲:
將接觸器底盤打開,將鐵芯兩級面的油污或是銹跡清理干凈即可。
開機時空氣開關自動跳閘:
線路短路或是電機燒毀啟動無反應、啟動或供電線路出現斷路,應查看接觸器輔助接觸點以及積線插頭有無損壞,按鈕部分有無卡住。
啟動后停止失靈,刀閘斷開后恢復:
1、觸點使用時間太長,或電流太大造成觸點熔在一起不放開。 2、可能按鈕損壞。 3、電磁鐵芯兩極表面油污造成。
漏電:
如果開機器并未啟動電機,但是感覺到漏電則是接觸器以上部分線路被損壞所致,應檢查控制系統到線路板系統的線路是否有損壞,
如果開機后漏電則是接觸以下部分漏電,應檢查電機至線路板系統之間有無損壞部分。
接觸器無法正常吸合,按住啟動按鈕后出現多次振動現象:
1、 如果接觸器線圈至控制按鈕之間有接虛現在應查找接實。? 2、啟動按鈕損壞。
 冀公網安備 13052502000329號
冀公網安備 13052502000329號 公司官方微信
公司官方微信